
文章来自:中国涂料在线 中国领先的涂料行业门口网站
作 者:刘 宏 (湖南化工职业技术学院,冷水江 417506) 刘正尧 (北京佳荣邦德化工新材料有限公司,100085)
摘 要 : 介绍了粉末涂料静电喷涂原理 , 分析了影响粉末上粉率的因素 , 并提出提高上粉率的工艺条件。
关键词 : 粉末涂料 ; 上粉率 ; 工艺参数 ; 静电喷涂 ; 因素 粉末涂料具有较高的生产效率、优异的涂膜性能、良好的生态环保性和突出的经济性等特点 , 受到世界广泛重视。粉末涂料每年以 10 % 以上的速度增长 , 尤其是我国 20 世纪 90 年代后期 , 涌现了许多的粉末涂料生产厂家。
粉末涂料的使用厂家在确保粉末涂膜的外观、机械性能等前提下 , 最关心的问题是单位型材耗费粉末涂料的量 , 也就是生产成本问题 , 因而粉末涂料的上粉率成了生产厂家和使用厂家共同关心的问题。
1 粉末涂料静电喷涂原理
粉末涂料静电喷涂就是利用高压静电电晕电场的原理 , 在喷枪头部金属喷杯和极针接上高压负极 ( 一般为60 ~ 100 kV) , 被喷涂工件接地形成正极 , 使喷枪和工件之间形成一个较强的静电场。作为运载气体的压缩空气 , 将粉末涂料从供粉桶经粉管送到喷枪的喷杯和极针时 , 由于它接上高压负极产生电晕放电 , 在其附近产生了密集的负电荷 , 使粉末带上负电荷进入了电场强度很高的静电场 , 在静电力和运载气体推动力的双重作用下 , 粉末均匀地飞向接地工件表面形成厚薄均匀的粉层 , 再加热固化转化为涂膜。
粉末涂料的上粉率 , 一般是指粉末喷涂覆盖效率 , 从喷涂机理可知 , 静电喷涂的主要吸附力是静电力 , 粉末上粉率的高低 , 主要取决于粉末颗粒带电的多少。根据库仑定律 , 在一定时间里 , 粉末涂料颗粒的带电量有如下关系 :
式中 : Q s — 粉末颗粒的带电量 ; ε — 粉末介电常数 ; d — 粉末颗粒的粒径 ;E — 外加的电场强度 ;ε 0 = (8 . 9 × 10 -11 ) F/m 。
因此 , 提高粉末微粒的带电能力 , 可以提高粉末涂料的上粉率。
2 影响粉末涂料上粉率因素
2. 1 粉末粒径
从 (1) 式可知 : 粉末的带电量与粉末粒径的平方成正比 , 增大粉末的粒径 , 粉末的带电量增加 , 上粉率提高 , 反之 , 减小粉末粒径 , 降低粉末的带电量 , 粉末的上粉率下降。因此 , 在粉末涂料生产过程中 , 应尽可能减少小粒径粉末涂料 (10 μ m) ; 但是 , 粉末的粒径也不能太大 , 粒径太大 , 涂膜的外观质量下降 ,桔皮 严重 , 还有可能因为大颗粒粉末的重力超过空气动力和静电力 , 粉末涂料在飞行过程中由于重力作用中国涂料在线 www.coatingol.com 中国领先的涂料行业门户网未达到工件表面就已经落下 , 反而使上粉率降低。因此 , 控制粉末粒径 , 是控制粉末涂料质量的关键问题之一。图 1 为环氧 - 聚酯混合型 CH -08 粉末涂料的粒径分布图 , 采用激光粒径分布仪检测 , 喷涂效果很好 , 上粉率高。图 1 环氧 — 聚酯粉末涂料粒径分布图从图 1 中可以看出 : 适合静电喷涂的粉末涂料 , 其粒径控制在 20 ~ 90 μ m 较适宜。

2. 2 介电常数
从 (1) 式可以看出 : 粉末的带电量与粉末的介电常数成正比。选择介电常数较高的涂料组分 , 能增加粉末粒子的带电量 , 使粉末吸附力大大提高 , 上粉率增加。2. 2. 1 涂料配方粉末涂料主要是由环氧粉末、聚酯粉末等高分子化合物组成 , 这些高分子化合物均有较高的介电常数 , 因而其库仑力 ( 静电力 ) 较大 , 上粉率较高。但是由于其价格较贵 , 有些粉末生产厂家为了市场竞争的需要 ,降低原材料成本 , 过多添加填料 , 降低颜基比 , 使粉末的上粉率大大降低。表 1 为 CH -08 粉末涂料的配方 , 经过几年的生产检验 , 使用效果好 , 上粉率高。表 1 CH-08 粉末涂料配方

2. 2. 2 粉末涂料的使用、贮藏条件
粉末涂料与溶剂型涂料相比 , 涂膜容易出现轻微桔皮。因而 , 许多粉末涂料生产厂家为了追求工件表面的光滑平整 , 在允许的粉末粒径范围内 , 尽量降低粉末涂料的粒径 , 使其流平性增加 , 达到较好的涂膜效果。但是粉末越细 , 越容易吸潮。粉末涂料的吸湿性 ( 含水量 ) 直接影响粉末的介电常数。轻微吸湿将影响其带电性能 , 降低粉末的上粉率 , 影响粉末的流动性、成膜性能等 , 从而使涂膜不平滑 , 甚至难以在工件上吸附 , 涂膜会产生气泡和针孔及喷枪堵枪等弊病 ; 粉末严重吸湿则将结团 , 无法进行静电喷涂。因此 , 为提高粉末的上粉率 , 可以采取如下措施 : (1) 压缩空气净化系统 , 经过二级过滤吸湿装置 , 使压缩空气的含水量尽可能降低才能使用 ; (2) 注意粉末喷涂现场的空气相对湿度 , 相对湿度每变化 30 % , 就相当于粉末的电阻率变化 2 个数量级 [1] 。尤其在南方相对湿度较大的地区 , 有条件的厂家建议在喷粉房装上除湿空调 ; (3) 库房保持空气流通 , 粉末涂料包装箱需放在隔离地面的木板上 , 堆放高度不超过 4 层。
2. 3 喷涂工艺条件
2. 3. 1 静电压
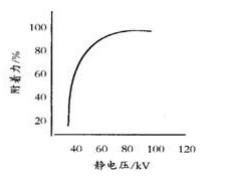
由式 (1) 可知 : 粉末涂料的带电量与电场强度 E 成正比 , 因此增加静电压 , 增加粉末的带电量 , 有利于粉末上粉率的提高。通过生产测试 , 静电压与粉末的附着力的关系见图 2 。
图 2 静电压与粉末涂料附着力的关系图 3 喷枪距离与击穿电压关系从图 2 中可以看出 , 粉末的附着力随静电压的增加迅速升高 , 当达到 90 kV 后附着力变化不明显 , 因此生产中喷粉电压控制在 60 ~ 90 kV 较适宜。
2. 3. 2 喷枪与工件的距离
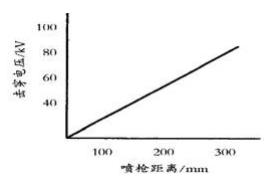
在静电压确定的情况下 , 电场强度与极间距离成 反比。当喷枪与工件间距离过短时 , 会产生火花放电 ; 距离太远 , 则粉末的上粉率将降低。喷枪距离与击穿电压的关系如图 3 , 从图中可以看出 : 当静电压控制在60 ~ 90 kV 时 , 静电喷涂距离在 250 ~ 350 mm 之间较适宜。
3 结 语
粉末上粉率是由多种因素决定的一个技术指标 , 粉末喷涂过程中不只是一个固定参数 , 各个厂家都有各自的企业标准。除上面所讨论的几个主要因素外 , 还有一些其它因素 , 如喷涂工件表面形状、喷枪的类 型、回收系统性能等 , 都将影响粉末的上粉率 , 需要在生产中不断探索与研究。
